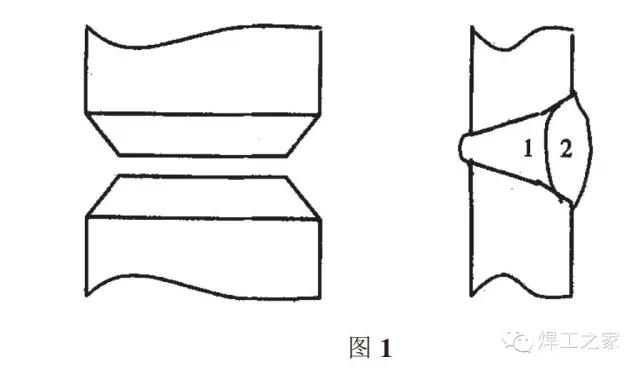
从某一点焊处起焊,用辅助手托住焊枪的3/1处作为轴心,上下摆动,焊至第2点焊处不停弧,为防止产生缩孔,当 熔池接触第3点焊处开始收弧,熔池逐渐变窄,变为原熔池宽 的约1/2"时停弧,
收弧长度为10-15mm。用尖铲将第1至第3点焊处修成坡形,尽量使第1点起弧处和第3点收弧处清理深一 些,以便接头和收弧,在最后收弧处停顿快速补焊一点,以防出现缩孔。第2层打底焊缝厚度为焊缝厚度4/5。打底完毕,
用高速钢宽锯条将焊道上下熔合线清理干净,然后调整参数(表1),焊丝角度及摆动轴心同上。
焊接过程中始终要注意熔池与坡口两边熔合好,焊至焊缝约2/3处停弧,将起弧处和收弧处用尖铲修成坡形,尽量处理得深一些,以便接头和收弧,在最后收弧处停顿快速补焊一点,以防收弧处出现咬边现象。
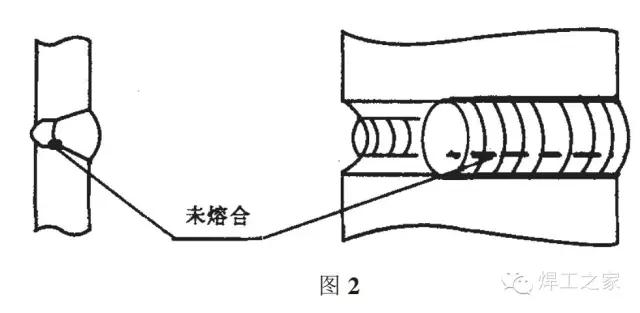
CO2气体保护焊垂直固定位置试件经过多次X射线拍片,未出现未熔合现象。
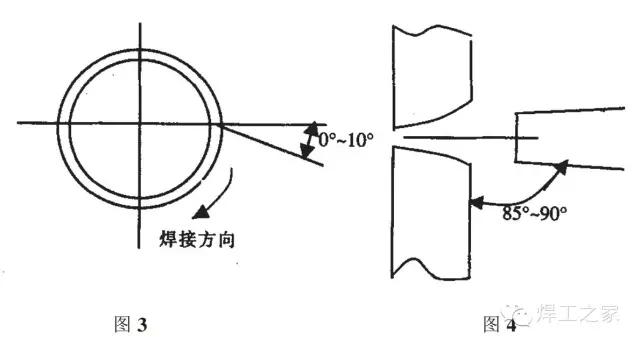
可见,改变焊接参数,增大焊接电 流和电弧电压,减慢冷却速度,调整纵向和横向焊丝角度,增大坡口外缘角度,完全可以避免管OP0气体保护焊 垂直固定位置焊接出现未熔合现象。